1. Підготовка матеріалів та місця робіт.
Як вказано в опису товару цей комплект містить комплект фурнітури для відкатних воріт (направляючу, роликові каретки, уловлювачи, кінцевий ролик, верхній обмежувач та заглушки, а також необхідну кількість т-профілю та 2 з’єднувальних кутники. Профільну трубу 60*30 для противаги 3 м та 40*20(30*20) 12-16 м користувач купує самостійно на зручній для себе металобазі. Цім досягається максимальна фінансова ефективність усього проєкту. Тобто немає жодного сенсу купувати ті самі профтруби (що продаются на кожному вуглі - у 1-2 км від Вашої хати) та по тій самій ціні у Києві та пересилати його Вам по Україні поштою.

Отже, коли Ви отримали цей набір треба нарізати т-профіль відповідно до розмірів отвору ваших воріт. Кутники треба трохи шлифануті для тугого заходу у т-профіль.
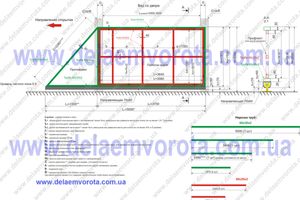
Ширина рамки ваших воріт має бути на 100 мм більше у кожну сторону ніж світловий отвор, це необхідно для закриття щілей та правильної фіксаціі воріт уловлювачами та верхнім обмежувачем. Можна робити прекриття і більше ніж 100 мм в кожну сторону, наприклад 150 мм – гірше не буде.

При відкладанні ширини верхньої частини враховаємо довжину кутників.
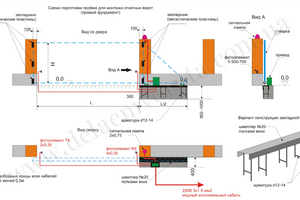
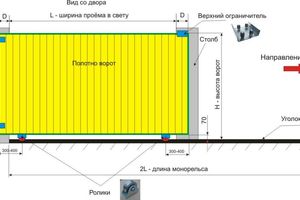
Для того щоб відкаласти висоту бічних частин треба врахувати 130 мм – це 70 мм дорожнього просвіту та 60 мм висота напрямної.
Приклад: Якщо світловий отвір воріт має ширину 4000 мм та висоту 2000 мм від «рівня чистої підлоги» тобто вашого забетонованого швеллера, то ширина рамки складе 4200 мм, а висота 1870 мм.
На фото цей момент, який треба врахувати при відкладанні висот бокових частин, також не забуваємо про висоту кутників.


Має вийти ось так:

Далі готуємо місце складання та зварівання, бажано щоб це була рівна поверхня. Можна покласти на асфальт кілька металевих труб покласти на них напрямну, виставити ії «у рівень» та трохи «прихватити» зваркою щоб не хиталося. Див фото:

2. Зварювання конструкції
Зпершу варимо кутники на «точки», при зварюванні контролюємо кути 90 градусів, можна за потреби використовувати струбцини.



Таку процедуру робимо з 2 двома кутами. Далі віміряємо розмір ніжньої труби 40*20 (або 30*20) та вварюємо ії внизу нашого прямокутника, перед цим бажано перевірити діагоналі. Нижня труба як і напрямна мають бути попередньо погрунтовані. Див. фото:


Нижню трубу так само садимо «на точки» поки що. Остаточна обварка буде пізніше. Так треба щоб підкорегувати якісь можливі моменти.

Далі ставимо нашу рамку на напрямну, фіксуємо ії струбцинами, контролюємо рівність і ставимо зваркою «на точки».

Після цього вимиряємо та підрізаємо трубу противаги 60*30. З’єднуємо нею край консолі з відповідним кутом рамки воріт:

Так само «сажаємо» ії «на точки».



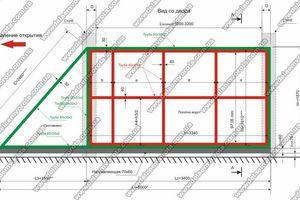
Наступний етап це вварювання внутрішніх премичок з труби 40*20 (30*20), зазвичай достатньо однієї горізонтальної та 2-3 вертікальних, основна ідея щоб листи металопрофілю перестиковивались по вертікальних стійках. Немає значення які стійки робити суцільними, а які розрізними, це на ваш розсуд.




3. Завершувальні роботи.
Після того як конструкція зібрана «на точках» і усе нам подобається обварюємо наші з’єднання та зачищаємо їх. У результаті отримуємо ось такий каркас:

Далі грунтуємо та фарбуємо на свій розсуд. От і усе. 3 години часу і ваші нові ворота готові! Бажаємо успіхів!

Залишились питання? Телефонуйте і наші менеджери із задоволенням проконсультують Вас з усіх питань! Телефонуйте або замовте консультацію.